072-423-1642
072-423-1642
 072-432-5995
072-432-5995
VA/VE提案事例

汎用の旋盤チップに合わせたRの設計

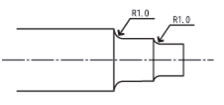
CNC旋盤で用いられる汎用の旋盤チップは一般的にR0.4となっています。上記の図の例では、R1.0となっており、CNC旋盤で用いられるR0.4の汎用の旋盤チップから変更しなければならず、工数がかかってしまい、コストアップの原因となります。

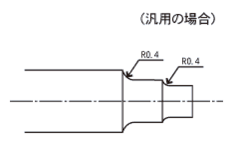
汎用の旋盤チップのRに合うようにR1.0⇒R0.4と変更することで、旋盤チップを変更せずに、加工を行うことができ、工数削減によるコストダウンを可能としています。
CNC旋盤を用いた旋盤加工においては、汎用の旋盤チップがR0.4であることから設計段階においてRの値をR=0.4とすることで旋盤チップの取り換えを行わずに、加工することができ、工数削減によるコストダウンにつながります。


資料請求やお問い合わせ・お見積もりのダウンロードは
コチラから!お見積もり・お問い合わせ大歓迎!!
お見積り請求フォーム
ワーク1つからお見積もり致します。お見積りのご依頼はTEL・FAX・メールで。
![]()
![]()
担当:仲井(運営:株式会社藤浪)

 0724231642
0724231642
 メールはコチラから
メールはコチラから