072-423-1642
072-423-1642
 072-432-5995
072-432-5995
VA/VE提案事例

既製部品の使用によるコストダウン

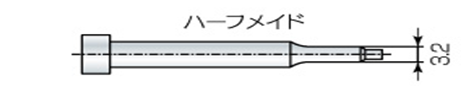
上記の設計図では、タップのバーリング下穴径をM4バーリング=φ3.2としています。既製品ではφ3.39であることから、設計図面の要求を満たすためにはオーダー品(ハーフメイド品)が必要となりコストアップの要因となります。

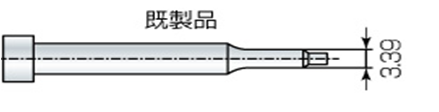
設計段階において、バーリング下穴がφ3.39を満たさなければいけない状況を除き、既製品φ3.39の規格に合わせ、設計することでコストダウンが可能となります。つまり、コストダウンにおいて設計段階から既製品の考慮することが重要となります。
穴加工を行う際、既製品のパンチが利用できればローコストで加工を行うことができます。加工工具の規制品の規格を考慮した設計を行うことでオーダー品を作成する手間を省くことができ、コストダウンが可能となります。


資料請求やお問い合わせ・お見積もりのダウンロードは
コチラから!お見積もり・お問い合わせ大歓迎!!
お見積り請求フォーム
ワーク1つからお見積もり致します。お見積りのご依頼はTEL・FAX・メールで。
![]()
![]()
担当:仲井(運営:株式会社藤浪)

 0724231642
0724231642
 メールはコチラから
メールはコチラから